
























- 01专注产品研发的专业化环保设备厂家
-
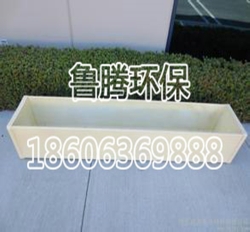
现已发展成为玻璃钢制品生产企业;
公司有较好的生产工艺和严格的管理体系;
多年来开展横向联合,研制并开发新产品多个;
- 02行业品牌指定合作商
-
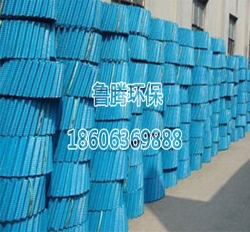
welcome盈彩购彩大厅拥有机械缠绕玻璃钢管道生产线,机械缠绕玻璃钢罐生产线,现场缠绕生产设备;
产品工作温度在-50—120度之间,耐压一般在6.4mpa以下,具有耐压、耐腐蚀、耐高温、使用寿命长等优点;
welcome盈彩购彩大厅具有重量轻、强度高、防渗、隔热、绝缘和表面光滑等特点;
- 03完善售前售后服务、与客户紧密联系
-
welcome盈彩购彩大厅提供免费上门设定方案、免费上门安装、培训指导;
welcome盈彩购彩大厅根据用户需求,提供不定型产品加工定做;
welcome盈彩购彩大厅根据用户贮存或运输介质选用粘结剂;
- 04厂家直供0距离为您服务
-
welcome盈彩购彩大厅各地设立营销服务中心,专业服务团队为您提供服务;
产品销往全国各地,深受用户好评;
- 05我们推出多种合作方式
-
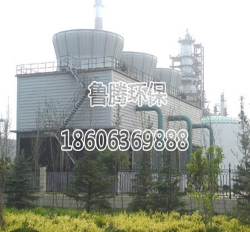
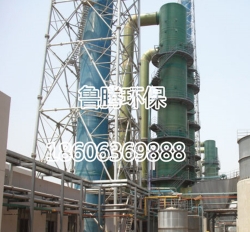
welcome盈彩购彩大厅广泛应用于电厂、石油、转药、制药、化工、纺织、印染、电力运输、养殖、食品酿造、海水淡化、污水处理等行业;
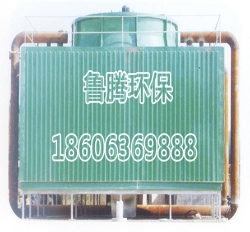
承接冷却塔改造及维修业务;